
浸滲設(shè)備是制造真空壓力,,使85C固化的浸滲劑(媒介)進(jìn)入多孔材料的零部件微孔內(nèi)部,熱水加熱到85C,,使內(nèi)部的浸滲劑固化成堅(jiān)實(shí)的固體,,從而密封其微孔的成套設(shè)備。
浸滲設(shè)備的分類按照使用媒介的區(qū)別,,分為無機(jī)浸滲設(shè)備和有機(jī)浸滲設(shè)備,。
無機(jī)浸滲設(shè)備:使用媒介是硅酸鹽浸滲濟(jì)。
有機(jī)浸滲設(shè)備:使用媒介是有機(jī)浸滲劑,。
按照固化溫度區(qū)分為:85℃熱水固化方式的有機(jī)浸滲設(shè)備(簡稱YJ85C)98℃熱水固化方式的有機(jī)浸滲設(shè)備(簡稱YJ98B)110℃以上烘烤固化的有機(jī)浸滲設(shè)備(簡稱YJ110X)

■有機(jī)浸滲流程圖
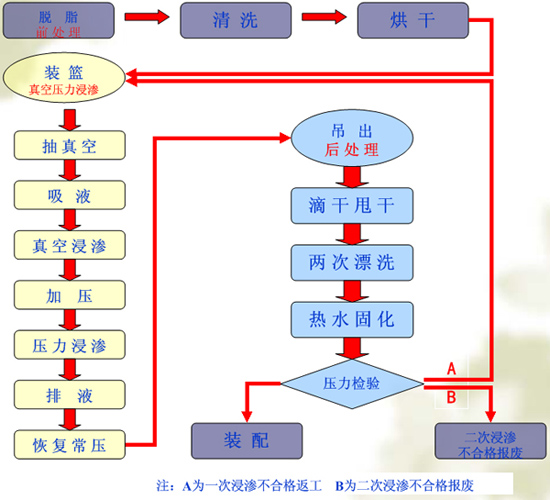
■詳細(xì)操作過程
?、瘛⒔B預(yù)處理:
鑄件最好在拋光加工后進(jìn)行,,粉末冶金最好燒結(jié)后進(jìn)行,,零件如有油污可用前處理設(shè)備:脫脂→清洗→烘干→冷卻。
?、?、浸滲:
●把裝有零件的浸滲籃放入浸滲罐中。
●干真空處理:開動(dòng)真空泵,,真空壓力在-0.098mpa左右,,用真空把零件微孔或裂紋內(nèi)的空氣(或水、油等)抽出,,抽真空保壓時(shí)間為10分鐘,。
●濕真空處理:用真空把膠液吸進(jìn)浸滲罐內(nèi),膠液的液面高出浸滲籃中零件40-50mm為準(zhǔn),,繼續(xù)抽真空至-0.098mpa左右,,保壓5分鐘,然后緩慢卸下至常壓,。
●加壓浸滲處理:開啟空壓機(jī),,用壓縮空氣把膠液壓入零件中的微孔或裂紋內(nèi),壓縮空氣壓力在0.5mpa即可,時(shí)間為10分鐘,。壓力浸滲后開啟輸膠液管道閥門,,通過壓力把浸滲罐中的膠液壓回儲(chǔ)膠罐內(nèi),卸壓,。
?、蟆r干及甩干:
●浸滲完畢,,打開浸滲罐的蓋子,,用吊鉤把浸滲籃吊離浸滲罐,讓浸滲籃及其內(nèi)裝零件表面粘附液滴干,,放入甩干機(jī),,將膠液甩干,然后把浸滲籃移至洗滌罐中,。
?、簟⑾礈欤?/span>
●洗滌罐中放入能滲過浸滲籃的水,。為了能洗滌干凈零件的膠液,,浸滲籃上下抖動(dòng)5次或左右搖擺、增加零件表面與水的摩擦,,讓零件表面多余的膠液溶于水中,。洗滌時(shí)間為1分鐘。洗滌的水集中,,經(jīng)過處理后排出,。洗滌次數(shù)2次。個(gè)別結(jié)構(gòu)特殊的零件,,最好再用噴水槍沖洗內(nèi)孔等部位,。
Ⅴ,、固化:
●將洗滌后的零件放入熱水固化槽內(nèi),,恒溫90°C固化時(shí)間20分鐘。
?、?、試壓:
●固化后的零件放進(jìn)試壓機(jī)試壓或裝配后試壓。試壓的壓力高低,,根據(jù)零件的使用壓力而定,。
備注:用于粉末冶金件上有密集較大砂孔的零件,可能有少量零件密封失敗,,對這種情況建議用戶先提供試件,,由本廠進(jìn)行浸滲合格率評估,,確保密封成功率在98%以上,再采用本工藝,。
■有機(jī)浸滲的優(yōu)點(diǎn)
一,、操作簡單,效率高,,45分鐘完成一個(gè)浸滲流程,,工件合格率95%以上,。
二,、100%反應(yīng)固化不收縮,固化物堅(jiān)韌耐老化,,耐化學(xué)介質(zhì)優(yōu)良,,可密封1.5um的超細(xì)微孔。
三,、容易清洗,,不影響工件表面精度,不腐蝕金屬,,對操作人員及環(huán)境無害,。
四、粉末冶金件燒結(jié)后即浸滲,,可使刀具受力均勻,,加工速度加快、刀具壽命大幅度增長,。
五,、鑄件在電鍍,噴漆前浸滲,,可延長零件壽命,,并使表面處理質(zhì)量優(yōu)良。
六,、浸滲每噸工件僅消耗4公斤左右的膠液,。
