相信說的多了,,很多朋友早就知道什么是浸滲?那么今天為什么還要談這個(gè)話題呢,?復(fù)習(xí),,對(duì)了,答案就是要復(fù)習(xí),,不僅復(fù)習(xí)浸滲的概念,,還要繼續(xù)復(fù)習(xí)談?wù)劷B加工的工藝流程,只有經(jīng)常學(xué)習(xí)復(fù)習(xí),,才能對(duì)知識(shí)掌握的更好,。具體詳情如下:
什么是浸滲,?
浸滲技術(shù)是利用浸滲劑(即浸滲膠)在壓力作用下滲入多孔性工件經(jīng)固化反應(yīng)而達(dá)到填補(bǔ)空隙的目的,,浸滲技術(shù)是現(xiàn)代科技發(fā)展的一項(xiàng)新技術(shù)。
浸滲技術(shù)廣泛用于鑄造缺陷的密封,;木材的防蟲,、防腐、阻燃,;粉末冶金件的增強(qiáng),、防蝕和密封;水泥制品的防堿或酸性腐蝕以及電器,、電子元件的防潮和絕緣,。
浸滲工藝的主要工藝流程
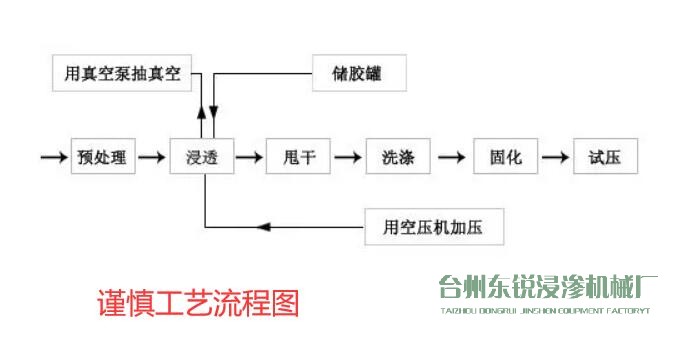
1、浸滲預(yù)處理
鑄件最好在拋光加工后進(jìn)行,,粉未冶金最好燒結(jié)后進(jìn)行,,零件如有油污可用前處理設(shè)備脫脂,,洗脂,清洗,,烘干,。
2、浸滲
1,、把裝有零件的浸滲籃放入浸滲罐子中,。
2、干真空處理:開動(dòng)真空泵,,真空壓力在0.09mpa以上,,用真空把零件微孔或裂紋內(nèi)的空氣(或水、油等)抽出,,抽真空時(shí)間為10分種,。
3、濕真空處理:用真空把膠液吸進(jìn)浸滲罐內(nèi),,膠液的液面高出浸滲籃中零件50~80mm為準(zhǔn),,繼續(xù)抽真空15分種,然后緩慢卸下至常壓,,浸泡數(shù)分種,。
特殊情況下,如采用高粘度密封劑
或者工件體積,、厚度較大時(shí),,則開啟空壓機(jī),用壓縮空氣把膠液壓入零件中的微孔或裂紋內(nèi),,壓縮空氣壓力根據(jù)具體情況而定,如果沒有特殊要求,,壓縮空氣壓力在0.4mpa即可,,時(shí)間為10分種,但對(duì)大多數(shù)用戶,,可取消加壓工序,,只采用干真空——濕真空浸滲是迄今最有效的方法,壓力浸滲后開啟輸膠液管道閥門,,通過壓力把浸滲罐中的膠液壓回儲(chǔ)膠罐內(nèi),,卸壓。
3,、滴干及甩干
浸滲完畢,,打開浸滲罐的蓋子,用吊鉤把浸滲籃吊離膠液(籃底離開膠液表面),,讓浸滲籃及其內(nèi)裝零件表面粘附液滴干或甩干,,放入甩干機(jī),,將膠液甩干,然后把浸滲籃移至洗滌罐中,。
4,、洗滌
洗滌罐中放入能滲過浸滲籃的水。為了能洗滌干凈零件上的膠液,,浸滲籃上下抖動(dòng)5次或左右搖擺,、增加零件表面與水的摩擦,讓零件表面多余的膠液溶于水中,,洗滌時(shí)間為1分種,,洗滌的水集中,經(jīng)處理后排出,。洗滌次數(shù)2次,。個(gè)別結(jié)構(gòu)特殊的零件,最好再用噴水槍沖洗內(nèi)孔等部位,。
5,、固化
將洗滌后的零件放入熱水固化槽內(nèi),恒溫90℃固化
時(shí)間20分種,。
6,、試壓
固化后的零件放進(jìn)試壓機(jī)試壓或裝配后試壓。試壓的壓力高低,,根據(jù)零件的使用壓力而定,。
總結(jié):以上就是關(guān)于《再談“浸滲加工”即浸滲技術(shù)(浸滲工藝)的主要工藝流程》的全部?jī)?nèi)容,希望對(duì)大家有所幫助,。想了解更多有關(guān)浸滲劑,、浸滲設(shè)備、浸滲加工方面的相關(guān)內(nèi)容,,請(qǐng)收藏本站及時(shí)關(guān)注本站更新,。東銳浸滲唯一官方網(wǎng)址:ookra.cn「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網(wǎng)絡(luò),,如有侵權(quán)請(qǐng)第一時(shí)間告知,,小編核實(shí)后會(huì)立刻刪除,不接受任何形式的惡意索賠,。)
